- Home
- News
- Spotlight on Science
- Supervised deep...
Supervised deep learning for real-time monitoring of laser welding quality with X-ray radiographic guidance
19-03-2020
The complex dynamics of laser processes have been investigated by combining high speed hard X-ray radiography, acoustic and optical sensors and deep learning. This approach leads to a new paradigm for a closed-loop quality control system in Industry 4.0.
Laser welding and additive manufacturing processes are key technologies for many industries such as automotive, aerospace, naval and heavy machinery production, medicine and micromechanics. Unfortunately, the potential of this technology is not fully exploited, particularly in applications requiring a guarantee of high quality and a workpiece free of defects. The reason is the non-linear nature of light-matter interactions, which complicates the reproducibility of the process in mass production. The complex dynamics of the process, especially in the keyhole welding regime, and its instabilities cause various defects at the joint. One of the most dangerous and difficult to detect is porosity, since it is a hidden threat for the mechanical properties of the workpiece. Hence, an adequate, robust and low-cost quality monitoring system is of a great desire [1].
Recently, an innovative approach for in situ and real-time monitoring of laser welding [2] and additive manufacturing [3] was proposed [2]. Its novelty was to combine state-of-the-art acoustic and optical sensors with machine learning (ML) techniques to analyse the signals. On the one hand, the sensors were chosen because they required low-cost hardware as well as their existing widespread use in various industrial applications. On the other hand, the exploited ML techniques allowed unique features for different workpiece qualities to be retrieved, which could subsequently be used for in situ monitoring. Despite the promising results, these studies relied on post-mortem material analysis via the cross-sectioning of the samples. This approach had major drawbacks, it is destructive, very time consuming and introduces further uncertainties in the results, for example, a small defect (pore) could be missed during the sample preparation and subsequent analysis. Furthermore, the complex dynamics of the light-matter interaction remained completely unknown.
 |
|
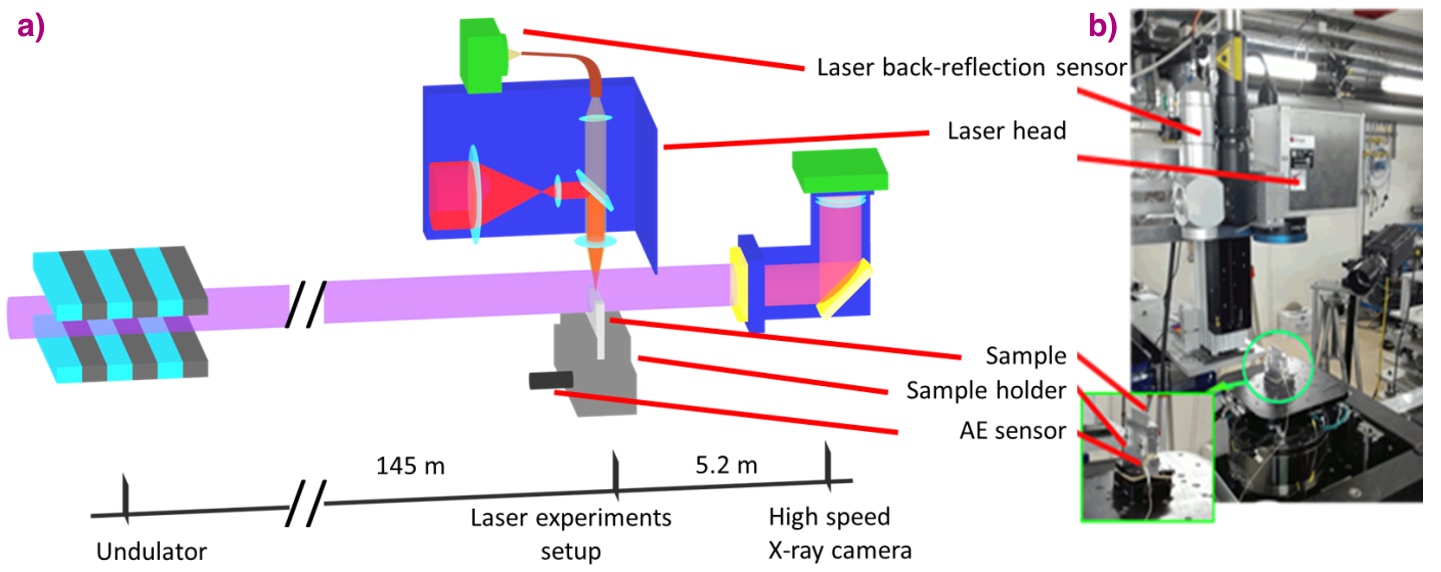
Figure 1. a) Sketch of the experimental setup for in situ X-ray radiography of the laser welds. The bar below defines the key nodes of the setup and their mutual positions; b) Picture of the welding experimental station. |
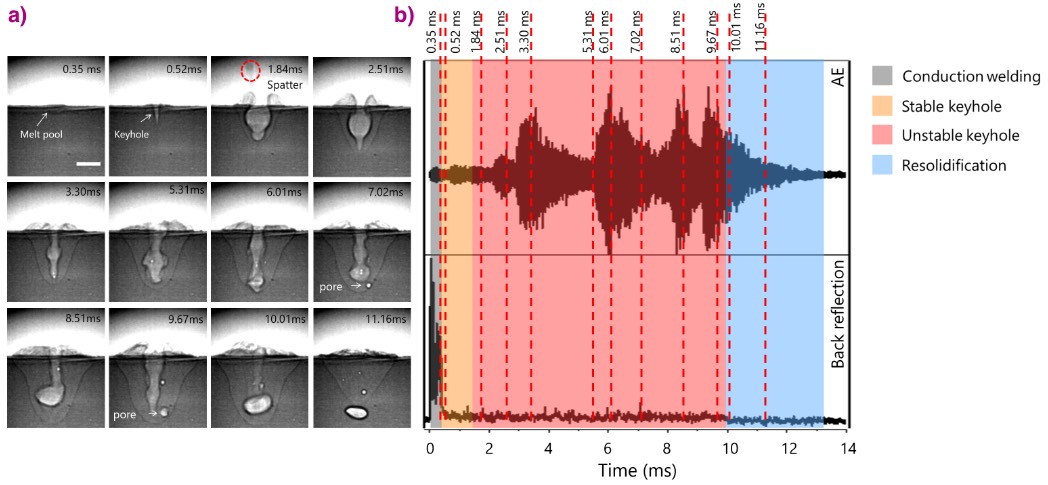
To overcome these difficulties and to obtain a fundamental understanding of the momentary events during the laser process in real-time, high-speed hard X-ray radiography held promise as an ideal solution. Consequently, a unique experiment combining a welding laser and various sensors was setup at beamline ID19 to perform in situ experiments (See Figure 1). An example of the observed dynamics during a laser pulse of 5 ms is shown in Figure 2 where the categories conduction, stable keyhole, unstable keyhole and solidification are defined. A temporal convolutional neural network (CNN) was trained to distinguish the recorded signals for each category. Figure 3 summarises the classification results.
 |
|
Figure 2. (a) X-ray images of the process zone (image width is 1 mm) and (b) the corresponding back reflection and acoustic emission (AE) signal during a typical experiment at 250 W during a laser pulse of 10 ms. The width of the X-ray image is 1 mm. The times on the X-ray images correspond to the time stamp of the signals. The main categories are also indicated with different colours in the signal images (b). |
 |
|
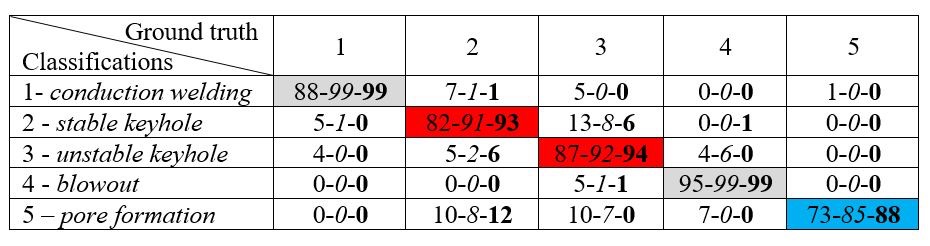
Figure 3. Classification accuracy for the (optical) back reflection, acoustic emission (italic), combined sensors (bold), respectively using a temporal convolutional neural network (CNN). |
Four major findings resulted from this work, which can be summarised as:
- The possibility to apply machine learning for classification of the momentary events (categories: conduction welding, stable keyhole, unstable keyhole, blowout, and pore formation) during laser processing has been demonstrated. Evidence of this is shown in Figure 3 where the classification accuracies ranged from 73 to 99% depending on the sensors and category using a state-of-the-art temporal deep convolutional neural networks (CNN). It is also revealed that the acoustic sensor (italic in Figure 3) has a high classification accuracy as compared to the (optical) back reflection (normal in Figure 3). This is probably due to the higher acquisition rate of the optical system.
- By combining data from both sensors (back reflection and acoustic sensors; in bold in Figure 3), the classifications accuracy rose significantly from a minimum value of 73% to 88% for the category pore formation. This is important information for industrial applications. It revealed that the most appropriate solution for industrial in situ and real-time quality monitoring is to combine various sensors. However, the combination of the sensors does not always increase the classification accuracy.
- The approach is capable of distinguishing between instances of stable keyhole and unstable keyhole with very high confidence (compare red cells in Figure 3). Since the latter regime is prone to defects, the capability to detect the stable – unstable keyhole transition is of high interest. This information is of utmost importance for the AM machine builders since it is a pre-requisite for the development of a closed-loop control able to avoid or minimise defects by modifying the process parameters before a defect is created.
- Finally, the category pore formation (blue cell) could be detected with an 88% level confidence. With a temporal resolution classification time down to 2 ms for each, it is possible to determine with precision the location of a defect. This information gives the opportunity to repair the defect and so avoid the rebuttal of a produced workpiece.
High classification accuracy has been achieved with low-cost and easy to implement sensors into an existing industrial environment. The classification results can even be improved further by increasing the size of the dataset, optimising the location of the sensors as well as further optimisation of the machine learning algorithm.
Principal publication and authors
Supervised deep learning for real-time quality monitoring of laser welding with X-ray radiographic guidance, Shevchik S.A. (a), Le-Quang T. (a), Meylan B. (a), Vakili-Farahani F. (b), Olbinado M.P. (c), Rack A. (c), Masinelli G. (a), Leinenbach C. (a), Wasmer K. (a), Scientific Reports 10, 3389 (2020); doi: 10.1038/s41598-020-60294-x.
(a) Laboratory for Advanced Materials Processing (LAMP), Swiss Federal Laboratories for Materials Science and Technology (Empa), Thun (Switzerland)
(b) Coherent Switzerland, Belp (Switzerland)
(c) ESRF
References
[1] Stavridis J., et al.. International Journal of Advanced Manufacturing Technology 94,1825-1847 (2018).
[2] Shevchik S.A., et al., IEEE Access 7, 93108-93122 (2019).
[3] Shevchik S.A., et al., Additive Manufacturing 21, 598-604 (2018).
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.